Controls Using Inverter Technology
The WT6000 inverter is an MFDC system (Mid Frequency to DC) is more elaborate than the SCR based Low Frequency Control System.
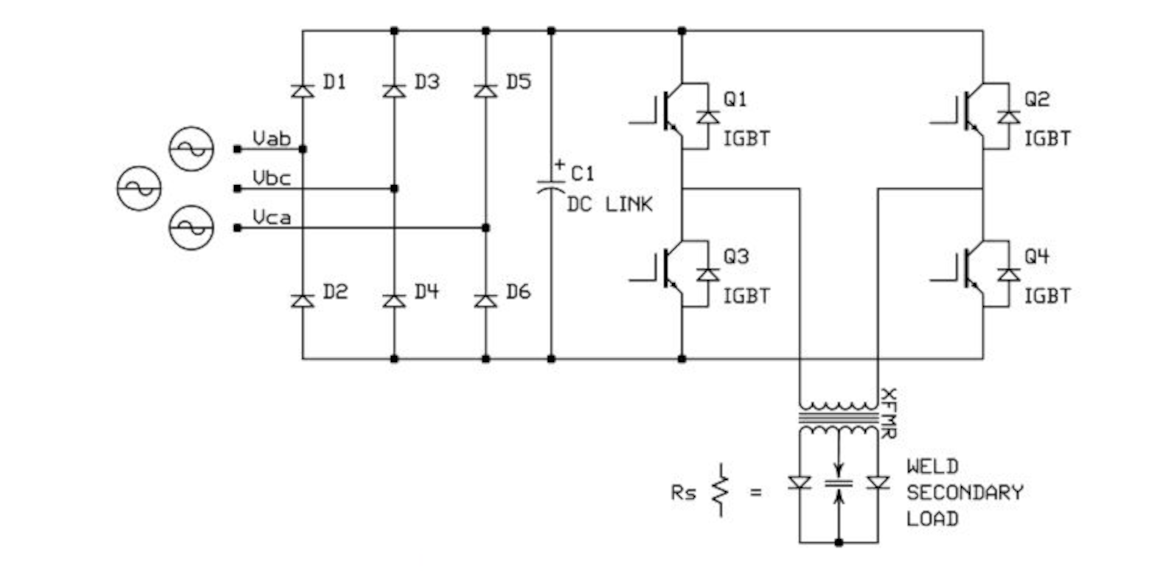
From a three phase power supply, the control implements fullwave rectification. This rectified power is sustain with substantial
capacitance in order to smooth out as much line ripple as possible.
There are four IGBT switches for controlling the output to the welding power transformer.
The IGBTs are turned on and off in pairs (1 with 4, and 2 with 3).
Since IGBTs are turned ON and OFF by the control system,
the algorithms for controlling the welding output are deterministic rather than predictive. The length of time that the IGBTs
are left on (pulsewidth) determines the output to the welding transformer.